Cad is Gaibhniú Cruach ann agus Conas a Oibríonn an Próiseas
Gaibhniú cruach is próiseas monaraíochta é ina ndéantar billéid nó barraí soladacha cruach a mhúnlú faoi fhórsa comhbhrú — ag baint úsáide as casúir, cófraí, nó díslí — chun páirteanna a bhfuil airíonna meicniúla níos fearr acu a tháirgeadh i gcomparáid le malairtí teilgthe nó meaisínithe. Is é an toradh ná struchtúr gráin a leanann comhrianta na coda, ag seachadadh láidreachtaí teanntachta de ghnáth 20-40% níos airde ná comhpháirteanna cruach teilgthe coibhéiseacha. Má theastaíonn páirteanna uait a láimhseálann tuirse, tionchar, nó luchtú timthriallach - slata ceangail, cromáin, feansaí, giaranna - is é brionnú an bealach is iontaofa chun dul ann de ghnáth.
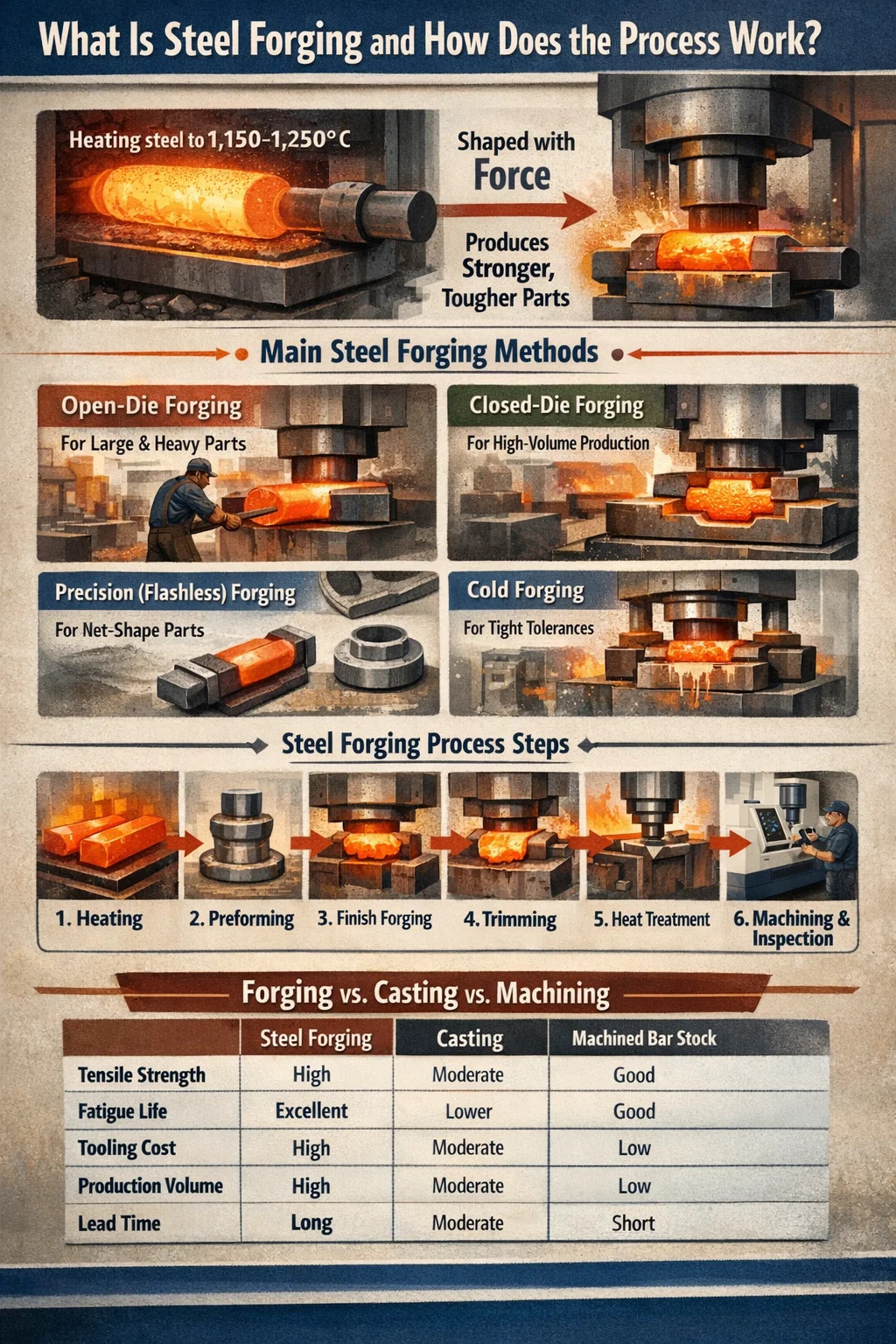
Is éard atá i gceist leis an bpróiseas ná cruach a théamh go raon teochta ar leith (go hiondúil idir 1,100°C agus 1,250°C le haghaidh cruach charbóin agus cóimhiotail), agus ansin fórsa a chur i bhfeidhm chun an t-ábhar a dhífhoirmiú go plaisteach sa chruth atá ag teastáil. Laghdaíonn an teocht ardaithe strus sreafa agus feabhsaíonn sé insínteacht, rud a fhágann go bhfuil an miotail níos éasca a mhúnlú gan scoilteadh. Nuair a fhuaraítear an chuid brionnaithe, déantar cóireáil teasa iarphróisis, meaisínithe agus iniúchadh ar an gcuid brionnaithe sula seoltar é.
Ní teicníc amháin é brionnú cruach. Téann sé i roinnt modhanna ar leith, gach ceann acu a oireann do chéimseata, toirteanna agus riachtanais lamháltais éagsúla. Is é tuiscint a fháil ar an gcaoi a n-oibríonn gach modh - agus an áit a bhfuil sé gearr - mar phointe tosaigh d'aon innealtóir nó ceannaitheoir atá ag iarraidh an glao ceart a dhéanamh ar thionscadal brionnaithe.
Príomh-Mhodhanna Gaibhnithe Cruach agus Cathain a Úsáidfear Gach ceann díobh
Táirgeann gach modh brionnú cruach páirteanna le lamháltais dhifriúla tríthoiseacha, coinníollacha dromchla agus costais uirlisí. Cuireann roghnú mícheart costas leis, leathnaíonn sé amanna luaidhe, nó mar thoradh ar chodanna a bhfuil gá le meaisínithe tánaisteach iomarcach.
Oscailte-Die Forging
Úsáideann brionnú dísle oscailte (ar a dtugtar brionnú saor nó brionnú gaibhne freisin) díslí cothrom nó cruth simplí nach gcuireann an saotharphíosa isteach go hiomlán. Déantar an cruach a ionramháil idir na díslí trí shraith comhbhrú, síneadh agus rothlú. Is é seo an modh a úsáidtear le haghaidh seaftaí móra, sorcóirí, fáinní, agus dtinní — páirteanna ar féidir leo a mheá áit ar bith ó chúpla cileagram go breis agus 200 tonna.
Is é brionnú bás-oscailte an rogha chun dul chun cinn nuair a sháraíonn méid na coda cumas na mbásanna dúnta, nó nuair a bhíonn cainníochtaí táirgeachta ró-íseal le huirlisí costasach a chosaint. Bíonn lamháltais toisí níos leithne (go hiondúil ±3–6 mm), agus mar sin táthar ag súil le meaisínithe suntasach ina dhiaidh sin. Déantar gráid cruach cosúil le 4140, 4340, agus 316 dhosmálta a phróiseáil go rialta ar an mbealach seo do thionscail ola agus gáis, giniúna cumhachta agus trealaimh throm.
Gaibhniú Dísle Dúnta (Imprisean-Gaibhniú Dísle)
Úsáideann brionnú dísle dúnta tacar comhoiriúnaithe díslí le cuas a mheaisínítear de réir neaschruth na coda críochnaithe. Cuirtear an billet téite idir na díslí, agus cuirtear fórsa i bhfeidhm go dtí go líonann an cruach an cuas go hiomlán, agus an t-ábhar breise ag sileadh amach mar splanc timpeall na líne scaradh. Déantar an splanc a scamhadh níos déanaí.
Táirgeann an modh seo lamháltais níos déine (go hiondúil ± 0.5-1.5 mm ag brath ar chastacht agus méid na bpáirt), bailchríoch dromchla níos fearr, agus céimseata níos comhsheasmhaí ná obair oscailte dísle. Tá costais uirlisithe ard – d’fhéadfadh costas $15,000–$80,000 nó níos mó a bheith i gceist le sraith iomlán básanna le haghaidh cuid de mheán-castacht – mar sin tá ciall eacnamaíoch ag baint le brionnú dísle dúnta go príomha maidir le méideanna táirgeachta meánach agus ard. Is feidhmchláir clasaiceacha iad slata ceangail feithicleach, moil roth, agus comhlachtaí comhla.
Gaibhnithe gan flash (Beachtais).
Cuireann brionnú gan flash deireadh leis an splanc trí mhéid billet agus céimseata dísle a rialú go beacht ionas go líonann ábhar an chuas gan ró-shreabhadh. Is é an toradh ná cuid de chruth glan nó cruth gar-líon a éilíonn meaisínithe iar-ghnóthaithe íosta. Is féidir lamháltais chomh teann le ±0.1–0.3 mm a bhaint amach.
Éilíonn an próiseas seo ullmhú billet beacht agus infheistíocht uirlisí níos airde, ach rud a fhágann coigilteas ábhartha 10–20% i gcomparáid leis an ngnáthghnóthú dísle iata é tarraingteach do tháirgeadh ardtoirte páirteanna casta cosúil le giaranna, giaranna bevel, agus comhpháirteanna fionraí.
Gaibhniú Rolla
Gabhann brionnú rolla barra cruach téite idir dhá rolla le grooves múnlaithe, ag laghdú a thrasghearrtha agus é a fhadú ag an am céanna. Úsáidtear é de ghnáth mar chéim réamhfhoirmithe roimh bhrionnú bás dúnta, ach úsáidtear é freisin mar phróiseas deiridh le haghaidh seaftaí barrchaolaithe, spriongaí duille, agus comhpháirteanna iarnróid. Mar gheall ar nádúr leanúnach an phróisis tá sé thar a bheith éifeachtach do chodanna fadaithe.
Gaibhniú trína chéile
Méadaíonn brionnú trína chéile an limistéar trasghearrtha de bharra cruach nó de shlat cruach trína chomhbhrú feadh a ais, ag giorrú an fad agus ag méadú an trastomhas i gcrios ar leith. Ar an mbealach seo a tháirgtear boltaí, studs, comhlaí, agus seaftaí flanged. Is féidir le meaisíní gaibhnithe trína chéile ardluais na mílte páirteanna a tháirgeadh in aghaidh na huaire, rud a fhágann gurb é seo ceann de na modhanna brionnú is táirgiúla le haghaidh dúntóirí agus crua-earraí dá samhail.
Gaibhniú Fuar
Murab ionann agus na modhanna thuas, déantar brionnú fuar ag teocht an tseomra nó in aice leis. cruaíonn an cruach le linn an phróisis, rud a mhéadaíonn cruas dromchla agus neart. Tá lamháltais thar a bheith daingean (±0.05-0.1 mm), agus tá an bailchríoch dromchla den scoth, rud a fhágann go minic nach mbíonn gá le casadh nó meilt ar bith. Is é an comhbhabhtáil fórsaí preasa níos airde ag teastáil agus teorainneacha ar chéimseata pháirt agus grád cruach. Tá steels ísealcharbóin agus meáncharbóin is oiriúnaí le haghaidh brionnú fuar.
Céim ar Chéim: Conas a Dhéantar Gaibhniú Cruach i gCleachtas
Tá sé tábhachtach a bheith ar an eolas faoi na céimeanna próiseas cibé an bhfuil tú ag dearadh cuid le haghaidh brionnachta nó ag iniúchadh urlár táirgeachta soláthraí. Seo mar a ritheann seicheamh caighdeánach brionnú cruach bás-dúnta ón amhábhar go dtí an chuid críochnaithe.
- Roghnú Ábhar agus Ullmhú Billéad: Roghnaítear an grád cruach cuí bunaithe ar riachtanais maoine meicniúla na coda críochnaithe. I measc na ngrád coitianta tá 1045 (meán-charbóin, tionsclaíoch ginearálta), 4140 (cróimiam-moluibdín, ard-neart), 4340 (níicil-cróimiam-moluibdín, aeraspáis), agus 17-4 PH dhosmálta (creimeadh-resistant, ard-neart). Gearrtar stoc an bharra nó an billet go dtí an toirt ríofa — beagán rómhór chun caillteanas splanc agus scála a chur san áireamh.
- Téamh: Lódáiltear billéid isteach i bhfoirnéis ghásbhreoslaithe nó i bhfoirnéis ionduchtaithe agus tugtar go dtí an sprioc-teocht bhrionnaithe iad. I gcás fhormhór na cruach carbóin agus cóimhiotail, is é seo 1,150–1,250°C. Tá aonfhoirmeacht teochta trasna na trasghearrtha billet ríthábhachtach - d'fhéadfadh scoilteadh nó dísleathadh neamhiomlán a bheith mar thoradh ar ghrádán teochta níos mó ná 50 ° C. Is fearr téamh ionduchtúcháin le haghaidh rialú teochta daingean agus foirmiú scála laghdaithe.
- Díscálú: Forbraíonn cruach te ciseal scála ocsaíd le linn téimh. Sula ndéantar é a bhrionnú, baintear an scála seo le scairdeanna uisce ardbhrú (de ghnáth 100-200 bar) nó le buille éadrom den chéad uair sa dísle, a bhriseann an scála agus a chuireann cosc ar é a bhrú isteach sa chuid dromchla, rud a fhágann lochtanna dromchla.
- Réamhfhoirmiú (má theastaíonn): Is minic a éilíonn páirteanna casta céim amháin nó níos mó preforming chun mais miotail a athdháileadh níos gaire don chruth deiridh roimh an tuiscint bás críochnaithe. Laghdaíonn sé seo caitheamh bás agus feabhsaíonn sé sreabhadh miotail sa bhuille deiridh. Déantar preforming i gcuasanna dísle ar leithligh ar an bpreas céanna nó ar an casúr.
- Críochnaigh Gaibhniú: Aistrítear an billet réamhfhoirmithe go dtí an cuas dísle bailchríoch agus buaileann sé - casúr (domhantarraingthe nó casúr gaile a sheachadann séideadh arís agus arís eile) nó preas (preas meicniúil nó hiodrálach a sheachadann stróc amháin rialaithe). Líonann an cruach an cuas go hiomlán, agus easbhrúíonn an flash timpeall an líne scaradh.
- Bearradh Flash: Cé go bhfuil sé fós te (nó tar éis fuaraithe, le haghaidh cófraí scamhadh), cuirtear an bhrionnú i ndísle scamhadh agus déantar an splanc a dhruidim in aon stróc amháin. Maidir le páirteanna beachtais, féadfar an brionnú bearrtha a ath-bhualadh i dísle sizing agus é fós te chun aon ais earrach a cheartú agus chun cruinneas tríthoiseach a fheabhsú.
- Cóireáil Teasa: Ag brath ar ghrád cruach agus riachtanais maoine meicniúla deiridh, déantar gnáthú, annealing, múchadh agus faghartha, nó cóireáil réitigh agus dul in aois ar chodanna brionnaithe. Is féidir le múchadh agus faghartha 4140 cruach, mar shampla, neart teanntachta a thabhairt ó 655 MPa (gnáthaithe) go dtí os cionn 1,000 MPa.
- Meaisínithe: Go hiondúil teastaíonn casadh, muilleoireacht, druileáil agus meilt CNC ar ghaibhniúcháin gar-líonra chun lamháltais tríthoiseacha deiridh, bailchríoch dromchla, agus gnéithe (snáitheanna, tolladh, eochairbhealaí) a bhaint amach nach féidir a bhrionnú go díreach.
- Cigireacht agus Tástáil: Déantar gaibhneachta críochnaithe a iniúchadh go tríthoiseach (CMM nó tomhas láimhe), ó thaobh amhairc (scoilteanna dromchla, laps, seams), agus go minic trí thástáil neamh-millteach - iniúchadh cáithníní maighnéadacha (MPI) le haghaidh lochtanna dromchla, tástáil ultrasonaic (UT) le haghaidh folamh inmheánacha. Fíoraíonn tástáil mheicniúil ar chúpóin samplacha cruas, neart teanntachta, déineacht tionchair agus feidhmíocht tuirse.
Gráid Cruach a úsáidtear go coitianta i gaibhnithe agus a n-airíonna
Tá roghnú ábhair doscartha ón bpróiseas gaibhnithe. Cinneann an grád cruach raon teochta brionnú, saol bás, cumas preas riachtanach, cóireáil teasa iar-bhrionnú, agus ar deireadh thiar feidhmíocht na coda críochnaithe.
| Grád Cruach | Gaibhniú Raon Teocht | Neart Teanntachta (Q&T) | Feidhmchláir Eochair |
|---|---|---|---|
| AISI 1045 | 1,150–1,230°C | ~570–700 MPa | Seafta, giaranna, cúpláin |
| AISI 4140 | 1,100–1,230°C | ~900–1,100 MPa | Flanges, coiléar druileála, acastóirí |
| AISI 4340 | 1,100–1,200°C | ~1,000–1,500 MPa | Fearas tuirlingthe, crankshafts, aeraspáis |
| AISI 316 Dhosmálta | 1,149–1,260°C | ~515–690 MPa | Comhlaí, feistis, crua-earraí mara |
| F51 Duplex SS | 1,050–1,150°C | ~620–880 MPa | Comhpháirteanna fomhuirí, gléasra ceimiceach |
| 17-4 PH Dhosmálta | 1,040–1,150°C | ~930–1,310 MPa | Aeraspáis, leighis, seaftaí caidéil |
Nóta praiticiúil amháin ar bhrionnú cruach dhosmálta: tá strus sreafa níos airde ag gráid austenitic cosúil le 316 ná steels carbóin, rud a chiallaíonn go bhfuil níos mó acmhainne ag teastáil ón bpreas don mhéid céanna páirteanna. Is mó an seans go mbeidh cruaite acu freisin, rud a d’fhéadfadh a bheith ina chúis le scoilteadh mura ndéantar an t-aththéamh idir pasanna i gceart. Tá gráid déphléacsacha níos íogaire fós don teocht - is féidir le hobair lasmuigh den fhuinneog chúng brionnú an t-iarmhéid ferrite-austenít a dhíchobhsú agus an fhriotaíocht creimeadh a dhíghrádú.
Príomhrialacha Deartha le haghaidh Páirteanna Cruach Forgeable
Is minic a chosnaíonn páirteanna a dheartar gan brionnú san áireamh i bhfad níos mó le táirgeadh, nó ní bhaineann siad leas as buntáistí struchtúracha an phróisis. Má chuirtear na prionsabail dearaidh seo i bhfeidhm ón tús, seachnaítear athdhearadh costasach níos déanaí.
Dréacht-Uillinneacha
Tá dréacht-uillinn de dhíth ar gach dromchla ingearach i gaibhniú dísle dúnta ionas gur féidir an chuid a dhíbirt as an dísle. Tá dréacht caighdeánach le haghaidh gaibhneachta cruach 5–7° ar dhromchlaí seachtracha agus 7–10° ar dhromchlaí inmheánacha . Tá gá le huirlisiú níos casta le bioráin ejector nó díslí scoilte le haghaidh gnéithe nialais-dhréachta nó diúltacha, rud a mhéadaíonn costas go suntasach.
Filléad agus Gathanna Cúinne
Cruthaíonn coirnéil inmheánacha géara comhchruinnithe struis sa dísle agus sa chuid críochnaithe. Is pointe tosaigh praiticiúil é ga filléad inmheánach de 3 mm ar a laghad, agus is fearr 6 mm nó níos mó i gcriosanna tromluchtaithe. Ba chóir go mbeadh gathanna cúinne seachtracha 1.5 mm ar a laghad. Léiríonn páirteanna le filléid chuí feabhsuithe saoil tuirse suas le 3 × i gcomparáid leo siúd a bhfuil aistrithe géar orthu.
Socrúchán Líne Scartála
Is é an líne scaradh an áit a mbuaileann an dá leath dísle le chéile. Ba chóir é a chur ag an trasghearradh is mó den chuid chun doimhneacht bás agus flash a íoslaghdú. Is é líne scaradh díreach cothrom an rogha is simplí agus is saoire. Cuireann línte deighilte cuartha nó dronuilleacha leis an gcastacht uirlisithe ach d'fhéadfadh go mbeadh gá leo le haghaidh céimseataí áirithe.
Alt Tiús Éagsúlacht
Cruthaíonn éagsúlachtaí móra i dtiús trasghearrtha laistigh den chuid chéanna sreabhadh miotail míchothrom le linn brionnú. Líonann codanna tanaí níos tapúla agus fuaraíonn siad níos tapúla ná na cinn tiubh, rud a fhágann go mbíonn tearclíonadh nó scoilteadh. Mar riail ghinearálta, níor cheart go mbeadh an cóimheas idir an tiús bhalla uasta agus an t-íosmhéid balla i gaibhniú cruach níos mó ná 4:1 gan dearadh cúramach preform chun ábhar a réamhdháileadh.
Treoshuíomh Sreabhadh Grán
Ceann de na buntáistí is suntasaí a bhaineann le brionnú cruach thar réitigh nó meaisínithe stoc barra ná an cumas an sreabhadh gráin a ailíniú leis an treo struis is airde i seirbhís. Tá friotaíocht tuirse i bhfad níos fearr ag slat nasctha atá brionnaithe le sreabhadh gráin fadaimseartha feadh ais na slaite ná slat a meaisínithe ó stoc barra, áit a dtéann an grán trasna trasna codanna ríthábhachtacha. Dear an chuid ionas go mbeidh an ais ualaigh phríomha ag teacht leis an bpríomhthreo bhrionnú.
Gaibhniú Cruach vs Réitigh vs Meaisínithe ó Stoc Barra
Is minic go dtugann innealtóirí aghaidh ar an rogha idir brionnú, réitigh agus meaisínithe agus iad ag roghnú bealach déantúsaíochta le haghaidh páirteanna cruach struchtúracha. Tá próifíl feidhmíochta agus costais ar leith ag gach modh.
| Critéar | Gaibhniú Cruach | Réitigh | Stoc Barra Meaisínithe |
|---|---|---|---|
| Neart Teanntachta | Ard (gráin-scagtha) | measartha (riosca porosity) | Go maith (ag brath ar an ngrád) |
| Saol Tuirse | Ar fheabhas | Íochtarach (lochtanna inmheánacha) | Maith má tá gráin ailínithe |
| Castacht Gheoiméadrach | Measartha | Ard | Ard (CNC) |
| Costas Uirlisí | Ard (dies) | Measartha (patterns/molds) | Íseal chun aon cheann |
| Costas Aonaid ar Ardmhéid | Íseal | Íseal to moderate | Ard (material waste) |
| Lochtanna Inmheánacha | Íosráta (folús dúnta) | Féideartha (crapadh, porosity) | Ag brath ar chaighdeán barra |
| Am Luaidhe (fréamhshamhail) | Fada (déantúsaíocht bás) | Measartha | Gearr |
Is gnách go dtagann an cinneadh síos ar thrí fhachtóir: méid táirgeachta bliantúil, feidhmíocht mheicniúil riachtanach, agus castacht páirteanna. I gcás codanna le pasáistí inmheánacha casta nó undercuts, is minic a bhuaigh réitigh ar chéimseata amháin. Maidir le páirteanna struchtúracha ard-toirte i ngluaisteán, aeraspáis, nó ola agus gáis, is beagnach i gcónaí a bhuaigh an brionnú ar fheidhmíocht agus ar chostas saolré. Déanann meaisínithe ó stoc barraí an chiall is mó le haghaidh fréamhshamhlacha, baisceanna an-bheaga, nó páirteanna atá róbheag le cruthú go heacnamaíoch.
Lochtanna Coitianta i Gaibhnithe Cruach agus Conas iad a Chosc
Fiú amháin le paraiméadair phróisis chearta, is féidir le gaibhneachta cruach lochtanna a fhorbairt a chuireann isteach ar shláine struchtúrach. Má bhíonn fhios agat cad is cúis le gach fabht agus conas é a ghabháil go luath ní féidir teipeanna costasacha a dhéanamh ar an réimse.
Lapaí agus Fillte
Cruthaíonn laps nuair a filltear frithroctha dromchla nó forbhrón ar ais agus brionnaithe isteach sa chuid dromchla gan nascáil. Feictear iad mar lochtanna dromchla líneacha, ag rith comhthreomhar leis an líne scaradh de ghnáth. Is é an bhunchúis de ghnáth cruth preform mícheart, splanc iomarcach, nó dáileadh sreabhadh miotail bochta sa dísle. Aimsíonn iniúchadh cáithníní maighnéadach go hiontaofa lapaí ar an dromchla. Éilíonn cosc dearadh preform cuí agus leas iomlán a bhaint as cuas bás.
Fo-líonadh
Ciallaíonn tearclíonadh nach raibh an cuas bás líonta go hiomlán le cruach le linn brionnú, ag fágáil lagáin éadomhain ar dhromchla na coda. I measc na gcúiseanna tá meáchan billet neamhleor, teocht bhrionnú ró-íseal, splanc iomarcach a shéideann ábhar sula líonann an cuas, nó cumas preas neamhleor. Glacfar tearclíonadh le hiniúchadh toisí i bhformhór na gcásanna, ach is fearr é a ghabháil sa chéad rith táirgthe agus gearradh samplaí ann.
Cnagadh
Forbraíonn scoilteanna dromchla nuair a bhíonn an cruach brionnaithe ag teocht ró-íseal (faoi bhun an raon trasdula insínte-go-brittle), nuair a bhíonn an ráta brú ró-ard, nó nuair a bhíonn an iomarca sulfair nó fosfair sa chruach ag cur chun cinn ganntanas te. Tarlaíonn scoilteanna inmheánacha (lochtanna pléasctha) nuair a fhorbraíonn strusanna teanntachta sa chroí le linn brionnú, go minic i gcodanna trom. Má choinnítear an teocht bhrionnaithe os cionn 1,050 ° C don chuid is mó de na steels cóimhiotail agus seachnaítear laghdú iomarcach ar phas, cuirtear cosc ar fhormhór na lochtanna scoilte.
Dícharbú
Tá nochtadh leathnaithe d'aer ag teochtaí arda ina chúis le carbóin a scaipeadh amach as an gciseal dromchla cruach, rud a chruthaíonn crios bog, ísealcharbóin a laghdaíonn cruas agus friotaíocht tuirse. Níl doimhneacht decarburization de 0.3-0.8 mm neamhchoitianta i gcodanna a théitear i bhfoirnéisí lasair oscailte. Laghdaíonn úsáid foirnéisí atmaisféar rialaithe nó téamh ionduchtaithe go mór dícharbúrú, agus is é meaisínithe as an gciseal a bhfuil tionchar aige an leasúchán caighdeánach nuair a tharlaíonn sé.
Die Shift
Tarlaíonn an t-aistriú dísle nuair a dhéantar na leatha dísle uachtaracha agus íochtaracha a dhí-ailíniú le linn na gaibhnithe, ag táirgeadh cuid atá fritháirithe ag an líne scaradh. Is féidir fiú athrú 0.5 mm a chur faoi deara go dteipeann ar chuid iniúchadh tríthoiseach. Coscann seiceálacha rialta ar ailíniú dísle agus cothabháil eochair-aimsithe i gceart an locht seo sa táirgeadh.
Tionscail a Bhraith ar Ghaibhniú Cruach agus Cén Fáth
Tá an t-éileamh ar bhrionnú cruach á thiomáint ag tionscail nach bhfuil teip struchtúrach ina rogha. Cuidíonn tuiscint le cá háit agus cén fáth a bhfuil brionnú sonraithe le ceannaitheoirí údar a thabhairt d'infheistíocht in uirlisí agus cuidíonn sé le hinnealtóirí cás a dhéanamh ar son an bhrionnú thar phróisis iomaíocha.
- Feithicleach: Tá slata ceangail, cromáin, chnoic stiúrtha, moil rotha, camshafts, agus giaranna tarchuir brionnaithe beagnach go huilíoch. Tá 35–45 kg de pháirteanna cruach brionnaithe i ngnáthcharr paisinéirí. Is é friotaíocht tuirse agus tionchair cruach brionnaithe an chúis nach gcaitear na comhpháirteanna seo atá ríthábhachtach ó thaobh sábháilteachta de.
- Ola agus Gás: Teastaíonn giotaí druileála, coiléar druileála, comhpháirteanna BOP, comhlachtaí comhla, feansaí (ANSI/ASME B16.5), agus nascóirí fomhuirí a bhrionnú chun brúnna foircneacha foircneacha a sheasamh (suas le brú oibre 15,000 psi i roinnt feidhmeanna) agus timpeallachtaí creimneach. Sainordaíonn caighdeáin ASME/ANSI agus API go leor de na comhpháirteanna seo a chruthú.
- Aeraspáis: Tá teanntóga fearas tuirlingthe, feistis ceangail sciatháin, gléasanna inneall, agus dioscaí tuirbín brionnaithe as steels cóimhiotail ard-neart agus sár-chóimhiotail. Mar gheall ar dhianriachtanais an tionscail aeraspáis maidir le hinrianaitheacht, tuarascálacha tástála ábhar deimhnithe, agus tástáil neamh-millteach is é an rogha réamhshocraithe do chomhpháirteanna struchtúracha aerfhráma a chruthú.
- Giniúint Cumhachta: Tá rótar tuirbín gaile, seaftaí gineadóra, agus cinn soitheach brú i stáisiúin chumhachta núicléacha agus traidisiúnta i measc na gaibhnithe is mó a tháirgtear - is féidir le gaibhneachta dísle oscailte aonair 150-300 tona a mheá. Ní féidir sláine an ábhair a theastaíonn do chomhpháirteanna a oibríonn faoi chomhstrus teirmeach agus meicniúil ar feadh 30-60 bliain a bhaint amach ach amháin trí bhrionnú rialaithe agus cóireáil teasa.
- Trealamh Mianadóireachta agus Tógála: Tá naisc rian ollscartaire, bioráin buicéad tochailteora, casúir brúiteoirí carraige, agus slata druileála faoi réir dianthionchar agus caitheamh scríobach. Cuireann gaibhneachta cruach ard-mangainéise agus ísealchóimhiotail in aghaidh dífhoirmithe agus briste faoi na coinníollacha seo i bhfad níos fearr ná roghanna eile teilgthe.
- Cosaint: Déantar teilgeáin airtléire, treanairí pollta armúr, comhpháirteanna rian umar, agus bairillí gunna a bhrionnú chun sonraíochtaí míleata a chomhlíonadh a éilíonn cruas ar leith, cruas agus comhsheasmhacht tríthoiseach nach féidir a bhaint amach le próisis eile.
Caighdeáin Cháilíochta agus Deimhnithe le haghaidh Gaibhnithe Cruach
Má dhéantar gaibhneachta cruach a cheannach gan tagairt a dhéanamh do chaighdeáin infheidhme, fágtar ceannaitheoirí faoi lé éagsúlachta cáilíochta agus páirteanna neamhchomhréireacha. Is fiú na caighdeáin mhóra a rialaíonn cáilíocht bhrionnú cruach a fhios sula scríobhtar ordú ceannaigh.
- ASTM A668 / A668M: Sonraíocht chaighdeánach do ghaibhnithe carbóin agus cruach cóimhiotail le haghaidh úsáid thionsclaíoch ghinearálta. Clúdaíonn ocht rang le riachtanais maoine meicniúla ó neart teanntachta de 485 MPa (Aicme D) suas le 830 MPa (Aicme L).
- ASTM A182: Clúdaíonn sé flanges píopaí cóimhiotal agus cruach dhosmálta brionnaithe nó rollta, feistis brionnaithe, agus comhlaí le haghaidh seirbhíse ardteochta. Déantar tagairt go forleathan i sonraíochtaí próiseála ola agus gáis agus ceimiceacha.
- ASTM A105: Caighdeán le haghaidh gaibhneachta cruach carbóin le haghaidh feidhmeanna píobaireachta ag teocht chomhthimpeallach agus níos airde. Tá sé seo ar cheann de na sonraíochtaí is coitianta ar a dtugtar amach le haghaidh feansaí agus feisteas i gcórais píobaireachta tionsclaíocha.
- API 6A / 6D: Caighdeáin Institiúid Peitriliam Mheiriceá maidir le trealamh ceann tobair agus crann Nollag (6A) agus comhlaí píblíne (6D). Sainmhíníonn na caighdeáin seo aicmí ábhar, ceanglais tástála, agus doiciméadú inrianaitheachta le haghaidh comhpháirteanna brionnaithe a úsáidtear i seirbhís hidreacarbóin.
- AMS (Sonraíochtaí Ábhar Aeraspáis): Rialaíonn caighdeáin SAE AMS amhail AMS 2750 (piriméadracht le haghaidh cóireála teasa) agus gráid AMS a bhaineann go sonrach le hábhar (m.sh., AMS 6414 le haghaidh cruach 4340) gaibhneachta aeraspáis. Éilíonn comhlíonadh calabrú foirnéise doiciméadaithe, tuarascálacha tástála ábhar deimhnithe, agus cigireacht an chéad earra.
- ISO 9001 / IATF 16949: Deimhnithe córais bhainistíochta cáilíochta do sholáthraithe brionnaithe tionsclaíochta ginearálta (ISO 9001) agus feithicleach (IATF 16949). Léiríonn na deimhnithe seo go n-oibríonn an soláthraí córas cáilíochta doiciméadaithe ach ní ráthaíonn siad leo féin go gcomhlíontar sonraíochtaí meicniúla sonracha.
Iarr i gcónaí tuarascálacha tástála ábhar (MTRanna), tuarascálacha cigireachta tríthoiseach, agus tuarascálacha NDE le gach loingsiú brionnú. I gcás feidhmeanna ríthábhachtacha, is cleachtas caighdeánach é tástáil finnéithe ag an siopa bhrionnú san aeraspáis agus i soláthar núicléach.
Ceisteanna Coitianta Maidir le Gaibhniú Cruach
Cad é an chainníocht íosta ordaithe le haghaidh gaibhneachta cruach bás dúnta?
Socraíonn formhór na siopaí dúnta dísle a chruthú íosmhéid ordaithe (MOQ) de 100-500 píosa do thionscadail uirlisithe nua, cé go n-athraíonn sé seo de réir méid agus castacht na coda. Maidir le codanna beaga simplí, breithneoidh roinnt siopaí ritheanna trialach 50 píosa. Is é an costas uirlisithe ard an príomhshrian - ardaíonn costas dísle roinnte thar níos lú páirteanna costas in aghaidh an aonaid go suntasach. Níl aon íosmhéid MOQ praiticiúil ag gaibhneachta bás-oscailte ós rud é nach bhfuil aon uirlis saincheaptha ag teastáil.
Cé chomh fada a thógann sé chun gaibhneachta cruach a dhéanamh?
Maidir le gaibhneachta dísle dúnta le huirlisiú nua, is gnách go n-imíonn amanna luaidhe 10-16 seachtaine: 4-6 seachtaine do dhearadh agus déantúsaíocht dísle, 1-2 sheachtain le haghaidh trialacha brionnú céad earra, agus 2-4 seachtaine le haghaidh cóireála teasa agus meaisínithe páirteanna táirgthe. D'fhéadfadh go dtógfadh gaibhneachta dísle oscailte le haghaidh codanna móra 8-20 seachtaine ag brath ar acmhainn siopa na mbróg agus ar infhaighteacht billet cruach. Is gnách go mbíonn 4-8 seachtaine i gceist le horduithe athuair ó bhás atá ann cheana féin.
An féidir cruach dhosmálta a bhrionnú ag baint úsáide as an trealamh céanna le cruach carbóin?
Sea, úsáidtear na casúir agus na cófraí céanna, ach éilíonn cruach dhosmálta - go háirithe gráid austenític - fórsaí gaibhnithe níos airde ná cruach carbóin ag teochtaí coibhéiseacha mar gheall ar a strus sreafa níos airde. D'fhéadfadh go mbeadh gá le preas rátáilte le haghaidh méid páirteanna cruach carbóin ar leith a dhí-rátáil nó an chuid a roinnt ina oibríochtaí níos lú nuair a bhíonn sé ag aistriú go dhosmálta. Is gnách go mbíonn an saol bás níos giorra freisin nuair a bhíonn cruach dhosmálta á bhrionnú mar gheall ar bhrúnna comhéadan níos airde agus scála ocsaíd scríobach.
An bhfuil difríocht idir brionnú te agus brionnú te?
Tá. Déantar brionnú te sa raon teochta idir brionnú fuar agus brionnú te — go hiondúil 650–950°C i gcás cruach. Ag na teochtaí seo, tá an strus sreafa níos ísle ná ag teocht an tseomra (a dhéanamh níos éasca a fhoirmiú), ach ní dhéanann an cruach an scála ocsaíd throm a fheictear sa bhrionnú te. Is é an toradh ná bailchríoch dromchla níos fearr agus lamháltais níos déine ná brionnú te, le fórsaí brú níos ísle ná brionnú fuar. Baintear úsáid as brionnú te le haghaidh páirteanna meánacha castachta áit a bhfuil cáilíocht an dromchla tábhachtach ach go mbeadh fórsaí brionnaithe fuar go praiticiúil ard.
Conas is féidir brionnú a shonrú i gceart ar líníocht?
Ba cheart go mbeadh na nithe seo a leanas san áireamh i sonraíocht bhrionnaithe iomlán ar líníocht: an grád cruach (sonrúchán ASTM, AISI, nó AMS), an riocht cóireála teasa agus cruas riachtanach nó neart teanntachta/toraidh, ceanglais dréacht-uillinne, íosmhéid gathanna filléid agus cúinne, bailchríoch dromchla (luach Ra) do dhromchlaí mar-bhrionnaithe, síneadh flash incheadaithe ag an líne scaradh, modhanna NDE riachtanacha (critéir MPI, UT) agus na modhanna NDE riachtanach (critéir MPI, UT). Trí thagairt a dhéanamh don chaighdeán ASTM is infheidhme (m.sh. ASTM A668, Aicme F) ceanglaítear na ceanglais ábhartha agus tástála go léir le chéile go glan.